Setting up M3 BE for M3 SWB
The following sections cover all basic data and parameter settings relevant to the use of M3 SWB.
M3 SWB in the inventory structure
- M3 SWB is used per production site (facility). If the customers company has more than one production site, one facility should be assigned to each production site and one installation of M3 SWB should operate with this site.
- M3 SWB is planned on the production site warehouse, that is, the main warehouse. M3 SWB does not update material transactions at any other warehouses in the same facility. Nevertheless, the plan developed in M3 SWB can indirectly affect other warehouses through the simulated decisions that take place on distribution orders at the main warehouse level.
- M3 SWB is designed for detailed planning at multisite productions locations. Several facilities and warehouses can be planned together.
System calendar
The M3 SWB calendar spans over 10 years. The calendars start and end dates can be seen in the System tab of the Parameters panel. Both start and end dates must be defined in System Calendar. Open (CRS900) or problems can arise with order import.
Infrequently, the system calendar contains errors. (The explanation is often that workday numbers are incorrect even though the dates are correct). To fix this, update the first date in the calendar and change it (for example, to General capacity). This will trigger the refresh function and apply it to all workday numbers throughout the calendar.
General settings
Settings Manufacturing Orders (CRS785)
To ensure that the Material Plan.display Delayed Issues (MMS087) and the import of order links into M3 SWB works properly, set the parameter Reference order number selection to one (1).
Settings Delayed Stock Issues (CRS702)
To make the delay report Material Plan. Display Delayed Issues (MMS087) to
work properly, set the parameter Log orders = 1 and specify the relevant order categories
(usually 311, 510 and 511) in the appropriate fields. Also check the Header information
parameter unless inquiry type 1 in Material Plan. Display
Delayed Issues (MMS087) is used instead.
Number series. Open (CRS165) Manufacturing Orders (MO) and Planned Manufacturing Orders must be assigned a different series of numbers in M3 SWB, as it is illegal for them to be the same.
For example, the Planned MO number series can be initiated at 0000001 and the MOs can begin at 5000001. If the number series is not different, the MO proposal and the MO can risk having the same order and item number when imported into M3 SWB. Once the planned MO is released, there is no problem in keeping the original number.
Facility. Open (CRS008)
- Select Shift Planning on the facility.
- Select Pattern Adjustments on the facility.Note: The M3 SWB active parameter is rather fundamental to the proper functioning of M3 SWB. It cannot be switched back and forth indiscriminately without causing potential problems.
| Action implied when activating M3 SWB | Program/Panel |
|---|---|
| Enabling resource type 6 (work center resource) | - |
| Opening new fields in several panels | PDS001/G,PDS020/E PDS030/E, PMS100/H |
| Hiding several fields for resource type 1 | PDS010/E, F, K |
| Opening new panels | PDS010/K PDS002/I PMS100/K PDS010/L PMS101/L |
| Load is placed on work center resources and not on work centers | - |
| Programs are disabled for resource type 1 | PDS014, PDS022 |
| Program is display only | PDS016 |
| Program can be run with re-create type 2 only | PDS960 |
| Co-sorting key is created for operations on MO proposals | - |
| Capacity of type 1 work centers are created only as the sum of included work center resources | - |
| Enabling use of parallel operations | - |
| Enabling new overlap codes | - |
| Time stamping MOs and MO proposals when created or changed, or when the Material Requirements calculation changes their Alternate Planning Dates | - |
| Disabling the field Queue Days (instead, average queue time in PDS010/K should be used) | PDS010/F |
We recommend that M3 SWB be active from the beginning of the implementation project. This is mainly because of the way in which it affects the placement of load using work center type 1 or type 1 and 6.
Items - Item. Open (MMS001)
Units of Measurement (U/M)
As is the case in Material Planning, M3 SWB only uses quantities expressed in basic U/M. Currently it is not possible to display quantities in manufacturing U/M in M3 SWB.
Items - Item. Connect to Warehouse (MMS002)
Planning Method
Setting Planning method to 1 = MRP or 3 = Order-initiated is recommended. Setting the re-order point as a planning method is not recommended, because no useful due dates can be assigned to orders.
Planning Time Fence (PTF)
The Planning time fence should cover at least the cumulative lead time of the item plus possibly some extra time for added visibility. The MRP does not operate outside the Planning horizon.
Safety Time
In M3 SWB, a safety time per item is included on each material record. Nevertheless, it has been changed from being measured in days to being measured using hours in continuous time, that is 24 hour days.
Acquisition Code
Material plan transactions on items with acquisition code 2 (purchased) and 3 (internal distribution) are combined in External Supplies in M3 SWB.
ATP Calculation- significant factor for performance
The parameter for ATP-calculation is set in MMS002/G. In later versions, this parameter is included in the planning policy Capable-to-promise Policy. Open (CTS090).
Because all materials on each order are processed in the export of orders from the M3 BE server to M3 SWB, it is not recommended that the parameter that controls the ATP calculation be set to one (1), as this will trigger re-calculations of all the material records.
Instead, the parameter should be set to two (2), which means re-calculate when required. Setting the system to one (1) or two (2) significantly affects the processing time in the update batch job Manufacturing Order. Update from M3 SWB (CPS941) at a factor of at least ten (10) to one (1).
Continuous Net Change
Using the continuous net change for items with independent demand (sales items) is necessary for the accuracy of the delay report Material Plan. Display Delayed Issues (MMS087). Nevertheless, it is always debatable whether the MRP should be in batch or continuous mode. Future development may enable the detachment of the delay report update from the MRP run.
Items - Item. Connect to Facility (MMS003)
Dynamic lead time calculation and time fence
To make advanced production planning meaningful, check the parameter for dynamic lead time calculation and assign a time fence that is equal or greater than the time span that is used for planning and scheduling in M3 SWB.
Items - Product Structures. Open (PDS001/PDS002)
- Materials associated with MO proposals (retrieved according to standard product structure)
- Sequential setup matrix data (assumes that the standard structure type records are being used).
If structure types are used and data is imported from M3 BE through ODBC
(for example, M3 BE Maintenance), we recommend that a selection criterion be added into the
statement [ORDER-RELATIONS] in the parameter file param_db.106, in each one of the three UNION SELECT sections dealing with planned order materials:
A.ROSTRT = STD AND
(STD is the standard structure type in this example).
M3 BE supports the use of multiple structure types.
Parallel Operations
Parallel operations can be defined in M3 BE. Nevertheless, there is no validation on whether the primary operation (entered as M3 SWB operation number) exists, so careful attention is required when setting up the data. Secondary operations must have lower operation numbers than primary operations.
Specify scrap on the primary operations and not on the secondary operations. Otherwise the operation quantities are not correct.
Reporting for parallel operations should always be such that the secondary operation uses auto reporting (1), and the primary operation controls the secondary (2). These codes are set in Work Center. Open (PDS010), panel F.
Split Operations
M3 SWB can split operations to gain lead time. The operation split function is available for released orders (MOs) and for planned orders (MOPs). Use split method 7 (split by quantity) or 8 (split by number of operations). The split is performed on operations not previously split during import to M3 SWB. After export to the M3 BE server, the split may be undone using Manufacturing Order. Reschedule (PMS010). If any of the split operations have already been started this is not recommended. The split daughter operations should be assigned higher operation numbers than the original operations. (Remember to assign operation numbers in Product. Connect Materials/Operations (PDS002) and to provide enough space for new operation numbers that may result from of a split.)
Product Structures. Renumber (PDS210)
This program should never be used to renumber operations. Though it can perform this task, it does not renumber the references such as parallel operation number or next operation number. If parallel operations or branched operation sequences are not used, the Product Structures. Renumber (PDS210) program can be used without limitations.
Phantom Operations
- Settings in CRS785 regarding phantoms.
- Set the parameter Aggregate method for phantom structures to one (1). This enables the system to schedule all item operation numbers in M3 BE M3 SWB (regardless of whether they are released).
- Set the parameter Aggregate method for phantom structures to zero (0). This prompts the system to schedule the operations on the phantom after the orders have been released.
(The zero (0) setting above is a fairly good solution. Consider whether you must set the parameter to one (1). The one (1) setting will have a significant impact on the performance of the MRP, including the night job.).
- Settings in CRS787 regarding phantoms.There are a parameter, phantom operation addition, in CRS787 (Settings- Product structure) with these options:
- If the parameter is set to 1, the operation time is totalled for an operation with the same operation number and the same work center. If operation number match but include different work center, it is handled as in alternative 2.
- If the parameter is set to 2, the entire operation is always added as a new operation last in the routing. The new operation always starts with 8XXX.
If the parameter in CRS787 is set to 1, the parameter in CRS785 have to be set to 1, to get the system to work properly.
A phantom item is breakdown during import to M3 SWB, but currently included phantom materials can not be updated in M3 BE, that is, if for example the above MOP is moved in time, the demand for the phantom materials are only correct after release.
Phantoms items versus alternative operation for MOPs
The operations for a manufacturing proposals are transferred using the API PMS170MI/SelOperations. There is an parameter called REAO (Get all operations), which can have following settings
REAO equals 1 (default)
The M3 SWB parameter file includes this row:
@ARG = REAO ; ;1
This should be used if the alternative routing is used in the structures.
REAO equals 0
The M3 SWB parameter file includes this row:
@ARG = REAO ; ;0
This should be used if the phantoms is used in the structures.
You cannot transfer both alternative routings and phantoms to M3 SWB.
Phantoms and alternative routings
From SP16, you can have both alternative routings as well as phantoms.
Resources - Work Center. Open (PDS010)
Note that both work centers and work center resources are maintained in the same program. What differentiates these two is the Resource type, which is set to one (1) for work centers and six (6) for the resources.
Standard Flow when Specifying New Data
- Create the work center resource. (This is the machine, operator or tool resource.) When asked to specify the included-in work center, skip the warning and continue. Specify appropriate data in the G-panel (for example, standard run and setup time).
- Create the work center.
- Specify the resource type 1 in the E-panel and press Enter. The majority of the fields are deleted.
- Specify the default resource (created in the previous step) in the F-panel. The G-panel shows that the data from the default resource has been copied into the work center record. From this moment, you must maintain the data from this location. This location is the default location each time a new operation is specified on this work center in a product structure.
- Specify the included-in-work center on the resource.
- Create the necessary relationships in the Work Center. Update Relationships (PDS011). The included-in-work center that is being defined is not enough to establish a relationship and must also be specified in Work Center. Update Relationships (PDS011).
Daily/Weekly Load Leveling and the Capacity Planning Horizon
These parameters are used to affect performance. They can be set to the exact level required for adequate display of the load reports. The capacity planning horizon always has to be greater than zero (0).
Efficiency Control
To include efficiency on the work force as defined in Time Reference. Open (CRS160), enable Efficiency control for both work centers and work center resources. When enabled, the work center efficiency will be retrieved from Time Reference. Open (CRS160) for each operation in order data downloaded to M3 SWB.
Finite and Infinite Capacity
The use of finite or infinite capacity on resources depends on the planning requirements. (Refer to the document M3 SWB Planning and Scheduling for information on the connection between capacity and planning activities.) In general, capacity is assigned as follows for:
- Work center resources. As a general rule, always assign finite capacity. Nevertheless, work center resources that never constrain production may be assigned infinite capacity.
- Work centers. Always use infinite capacity. This is the default, and the field is hidden, so the only way you might get finite capacity is if you have copied a resource to a work center. You must not get finite capacity from routings in Product. Connect Materials/Operations (PDS002), because it disturbs the timing of orders when created in M3 BE ERP. It is only M3 SWB that should schedule with finite capacity.
Included in Work Center
- This field defines how capacity should be aggregated for resource type 1. Nevertheless, this field is not the capacity expressed in the load reports (for example, Load. Display Totals (CPS100)). It is the capacity that is aggregated to the RCCP level (work center of resource type 4).
- This field indicates the work center in which costing rates should be used in actual costing when a deviating resource (alternative) has been used. Refer to the section Product Costing (PCO) and Statistics (PST) in this manual.
Default Resource
The default resource is the resource that will be chosen by the M3 BE server when a new order is created. After the order has been scheduled once by M3 SWB, the default resource no longer has any relevance.
The default resource is also used in the product lead time calculation to find the average queue time and the continuous post-operation time.
Load Reduction Method
- Set the load reduction method to one (1) - (remaining quantity multiplied by run time) on resources where run times are expressed per piece (fixed times quantities multiplied by run time).
- Set the load reduction method to two (2) - (total planned hours minus reported) on resources where run times are expressed in fixed time (fixed time = 1 in the routing).
Queue Days and Average Queue Time
When M3 SWB is active on the facility, the Queue days field is inactive (and invisible). Instead, the Average queue time (PDS010/K) field is used, both for calculations on the M3 BE server, and in M3 SWB backward scheduling (but not in forward scheduling). The only difference between Queue days and Average queue time is the unit of measure. Days are used for Queue days and hours for Average queue time.
Line Control in M3 SWB
You can set up specific lines to be used during scheduling inside M3 SWB.
For example, in a company, the production of a product uses these operations: Cut, Paint, Assemble, Packing and Labeling. The three ending operations are done in 3 different lines.
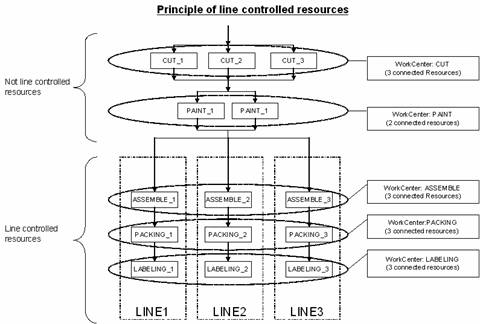
The diagram shows that there is no line connection between operation Cut, Paint and Assemble. This means that if for example cut-operation is done in CUT_1, the paint operation can be done in PAINT_1 or PAINT_2 and the Assembling can be done in ASSEMBLE_1, ASSEMBLE_2 and ASSEMBLE_3.
However there is a line connection between the operations Assemble, Packing and Labeling, meaning if the Assemble is done in ASSEMBLE_3, the Packing must be performed in PACKING_3 and the Labeling in LABELING_3.
| WorkCenter | WorkCenterResource | LineControlled |
|---|---|---|
| ASSEMBLE | ASSEMBLE_1 | YES |
| ASSEMBLE | ASSEMBLE_2 | YES |
| WorkCenter | WorkCenterResource | LineControlled |
|---|---|---|
| ASSEMBLE_2 | PACKING_1 | NO |
| ASSEMBLE_2 | LABELING_2 | NO |
| WorkCenter | WorkCenterResource | LineControlled |
|---|---|---|
| ASSEMBLE | ASSEMBLE_1 | YES |
| ASSEMBLE | ASSEMBLE_2 | YES |
| ASSEMBLE | ASSEMBLE_3 | YES |
| PACKING | PACKING_1 | NO |
| PACKING | PACKING_2 | NO |
| PACKING | PACKING_3 | NO |
| LABELING | LABELING_1 | NO |
| LABELING | LABELING_2 | NO |
| LABELING | LABELING_3 | NO |
| ASSEMBLE_1 | PACKING_1 | NO |
| ASSEMBLE_1 | LABELING_1 | NO |
| ASSEMBLE_2 | PACKING_2 | NO |
| ASSEMBLE_2 | LABELING_2 | NO |
| ASSEMBLE_3 | PACKING_3 | NO |
| ASSEMBLE_3 | LABELING_3 | NO |
Resources - Work Center Relationships. Update (PDS011)
Efficiency Factor
An efficiency factor of zero (0) is considered as one (1) equal to 100%, as you cannot close a W/C resource by applying zero (0). Currently this efficiency factor is only used in M3 SWB and not in the lead time calculations performed on the server.
Preferred Resource
Use this field to specify the resource that is best suited for the purpose. Several preferred resources can be defined for a work center. The other resources are selected only if the order is delayed otherwise.
Resources - Work Center. Specify Queue and Transit Time (PDS020)
- Transit time between two work centers (which includes the standard times in Work Center. Specify Queue and Transit Time (PDS020), panel P). This is only used in the M3 BE ERP.
- Transit time between two work zones. This is only used in M3 SWB.
Type 1 allows an extra buffer time to be inserted on the server (MRP) compared to the schedule in M3 SWB, so that there is flexibility in, for example, sequence optimization in M3 SWB. Remember to specify dummy records so that all activity zones are displayed at least once in the matrix (dummy record = transit time 0, from- and to-activity zone are the same). Otherwise, M3 SWB does not recognize the work zone.
Resource Capacity
Shift Planning
- A Shift Pattern Line must always start on a date representing a Monday.
- You may not use more than 12 Shift Model Lines on the same day.
- M3 SWB has a maximum limit of 1000 non-working days. This should be sufficient for 8 years. (If necessary, generate a 7/7-calendar for more years.)
- Each shift (3-digit alphanumeric) must assign an M3 SWB Shift Reference (1-digit numeric) in Shift. Open (PDS030) to enable M3 SWB to adopt the M3 BE Shift Planning data correctly.
Capacity Adjustments
The best way to handle Capacity adjustments is to specify and maintain them from M3 SWB only. This is because M3 SWB does not allow shift adjustments in Work Center. Connect Shifts (PDS014) on the same resource, nor does it allow a From-date with different To-dates.
Different Ways to Create and Re-create Capacity
- In batch from Work Center. Create Capacity (PDS960)
- Interactively per selected year and work center in Work Center. Change Capacity (PDS015) using option 1
- In batch from Work Center. Create Capacity (PDS960). Create type 1 is not allowed for M3 SWB facilities, because it is not compatible with the M3 SWB capacity model.
- Interactively with option 22 in Work Center. Open (PDS010) for the current year.
- Interactively with option 22 in Work Center. Change Capacity (PDS015) for a selected year.
- Interactively by exporting new capacity adjustments from M3 SWB.
Re-explosion of MOPs
From M3 BE 12.6, a new option (option 2) is valid during explosion of MOPs. This allows the system to keep the decisions made for the operations in M3 SWB, even if an new material is added in the product structure.