创建 Xbar 和 R 控制图表
控制图表用来定期地监视和控制过程。
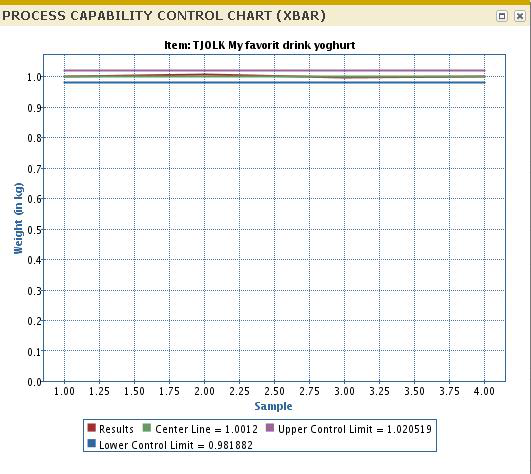
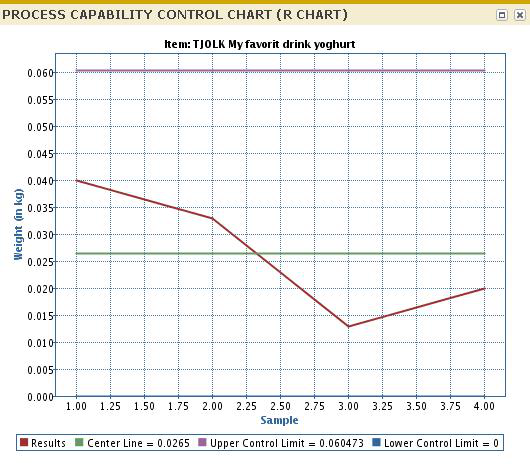
此图表组合用于关注抽样数量的特性为稳定、固定和抽样数量在 2 件到 15 件之间的情况。图表的上部绘图区是每个样品测量值的平均值 (Xbar),而 X 轴表示时间。图表的下部绘图区显示每个样品测量值的范围 (R)。审查首先创建的 R 图表,以确保样品变化的统计控制。Xbar 图表显示在屏幕的上半部分,R 图表显示在屏幕的下半部分。
要生成 Xbar 和 R 控制图表,请完成以下步骤:
对于物料特性为稳定抽样数量的检验单,必须将每个单独的样品看作一个子组。
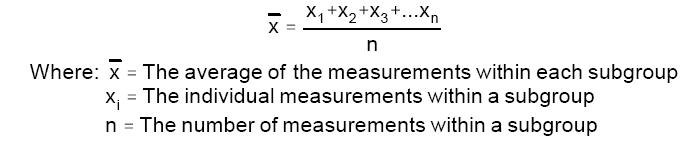
计算每个子组测量值的平均值。
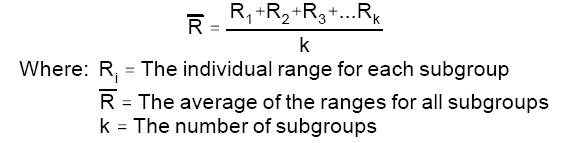
计算每个子组测量值的范围:
范围(子组) = 最大测量值(子组) - 最小测量值
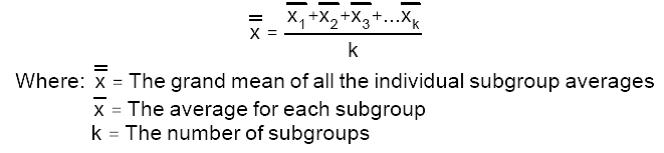
(子组)计算每个子组平均值的均值。每个子组平均值的均值是图表的上部绘图区的中线。
计算子组范围内的平均值。所有子组的平均值为图表的下部绘图区的中线。
计算子组平均值的 UCL 和 LCL。使用下列公式计算绘制在上部绘图区的限制:
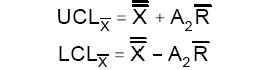
上面提到的限制是根据对应于子组(样品)数量 N 的 A2 值(来自控制限制因子)计算出来的。如果抽样数量不是常量,可确定平均样品的数量,以将此值作为输入来确定 A2 值。如果(平均)抽样数量超过 15 件,就不会计算控制限制,而是在图表中显示一条告警消息。
可使用对应于子组数量 N 的 D3 和 D4 值来计算这些范围限制。这些限制会绘制在上部绘图区中。要计算“范围”的控制限制,请使用此公式: